WATER JET MACHINING
INTRODUCTION –
Water Jet Machining (WJM) is a mechanical energy based advanced machining process in which a very high velocity water jet strikes on the workpiece. The water jet with high momentum erodes the materials from the workpiece surface. The velocity of water jet is increased as high as 1400m/s. When high velocity jet impinges on the small area of workpiece, then high value of stress is induced which is higher than the mechanical strength of the materials. During WJM process the materials from workpiece are removed based on the principle of mechanical erosion of particles caused by impact of high velocity water jet. The Water Jet Machining (WJM) is non-traditional machining process applied to cut and machine soft and non-metallic materials such as asbestos, wood, paper, foam, leather, etc.

The water jet machining process does not create any pollution as it does not produce any dust and gases during machining. Water jet machining process cleans the surface during cutting. Water jet cutting process is applicable for food industry. Water jet machining is similar to Laser Beam Machining (LBM) and Electron Beam Machining (EBM) in respect of concentrated energy source applied for removing materials. The kinetic energy of water jet is utilized in WJM, whereas thermal energy is utilized in LBM and EBM. WJM process does not produce any heat, so it does not create any thermal damage of machined surface. Water jet is used as a cold cutting tool which never becomes dull. Water jet is also used for cutting coal and fracturing rocks in mines. Water jet is used for cutting soft as well as hard tissue like bone in orthopaedic surgery. WJM process is also applied for cleaning, polishing and surface engineering applications. Water jet machining process can be applied for various operations such as drilling, grooving, cutting, milling, and turning, etc.
MECHANISMS OF MATERIAL REMOVAL –
The high velocity water jet of small diameter strikes on the workpiece surface. After striking the surface, the water jet velocity is reduced, and the kinetic energy of the jet is converted into pressure energy. After impact of the water jet on the workpiece the generated transient pressure is increased as high as three times the normal stagnation pressure due to water hammering effect. The striking area of the jet is also less. The impact striking pressure of the water jet is very high. The localized stress induced on the workpiece surface due to hammering effect of the water jet exceeds the strength of the materials. As a result, material is removed due to mechanical erosion caused by localized compressive failure of the workpiece materials. During compressive failure, the local water pressure is higher than the ultimate compressive strength of the workpiece materials. Due to high pressure impact of water jet in small area, micro cracks are generated specially on brittle materials and micro cracks are propagated until the materials are cut. The high velocity water jet washes away the eroded materials those are formed due to propagation of micro cracks. High velocity water jet produces plastic deformation on the soft materials and finally the materials are eroded by the shearing action of water jet along the edges of the deformed area. Figure 2 shows the schematic diagram of material removal process in WJM.

Material removal rate (MRR) depends on the reactive force F of the jet, where reactive force is the product of mass flow rate (m) of water and water jet velocity (v). Water jet velocity (v) again depends on water pressure (P) and density of water (ρ) and expressed as:


where, K is a constant of proportionality.
The material removal rate depends on water pressure (P) and nozzle orifice diameter.
DETAILS OF WATER JET MACHINING SYSTEMS –
Water jet machining system consists of water reservoir, hydraulic pump, intensifier, accumulator, control valves, flow regulators, high pressure tubing, nozzles, nozzle head motion control unit, catchers, workpiece holding and feeding unit. Figure 3 shows the schematic diagram of water jet machining system.
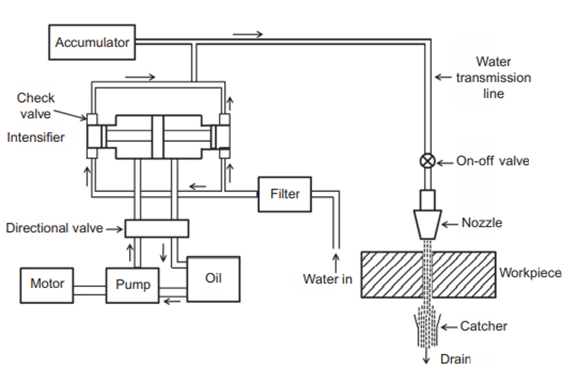
(i) WJM pumping unit
The WJM pumping unit supplies high pressure water to the nozzle from water reservoir. The hydraulic oil pump is driven by an electric motor and supplies high pressure oil from oil reservoir to drive a reciprocating plunger pump termed an intensifier. The intensifier delivers ultra-high-pressure water to the accumulator by increasing the pressure of water received from low pressure water reservoir through water filtration unit. Accumulator is a reservoir of high-pressure water which eliminates the pressure fluctuation of water coming from intensifier. Accumulator provides the continuous supply of high-pressure water to the nozzle through control valves and high-pressure water tubing.
(ii) Nozzle
converts high pressure water into high velocity water jet. The water jet should have minimum lateral expansion and it should remain coherent over the maximum nozzle tip distance. Nozzle should produce better coherent jet to reduce noise level of water jet. Nozzle can produce long coherent jet of length 500–600 times the nozzle diameter with the addition of long chain polymer such as polyethylene oxide to the working fluid due to increase in viscosity of the flowing fluid. Nozzle diameter of 0.05mm can produce a coherent jet of 25mm long while a nozzle diameter of 0.35mm can produce a coherent jet of 175mm length. The velocity of water jet as high as 900m/s. The materials of nozzle are of stainless steel, tungsten carbide, diamond, and synthetic sapphire, etc. The life of nozzle typically varies from 100 to 500 h. The life of nozzle depends on the nozzle materials, the velocity of fluid flow and the presence of foreign particles in the flowing fluid.
(iii) Working fluid
For high pressure operation, the mixture of glycerine and water in the ratio 1:1 is used as working fluid. The chances of leakage of fluid are reduced due to the increase of viscosity of mixture of glycerine and water. The presence of glycerine in mixture reduces the compressibility of the working fluid. The material of the tubing is generally stainless steel to withstand the high stress developed due to high pressure fluid flow. Pure water is commonly used as working fluid as it is cheap, and it can be recycled after filtration. Alcohol can be used for cutting meat. For cutting frozen foods the cooking oil can be used.
(iv) Catcher
To reduce the noise level in WJM, the catcher catches the used water jet. After cutting the workpiece, water jet enters the catcher. A catcher is of long tube or reservoir type. The catcher serves as reservoir for the purpose of collecting the used water jet and the machining debris entrained in the water jet. The most common type of catcher is the tube type which consists of a 300–600mm long tube that is attached to a draining hose and the length of the tube is sufficient to allow the water jet to break up completely before it reaches the bottom of the tube. For movable water jet and stationary workpiece, slot type or reservoir type catcher is commonly used, but to reduce noise level it is less efficient. For disposal of waste materials and storage of water a separate catcher basin is used in WJM system. Figure 4 shows the photographic view of water jet machining system with single water jet.

ADVANTAGES AND LIMITATIONS OF WATER JET MACHINING –
Water Jet Machining Process has wide scope of applications in different fields such as food cutting, electrical and electronics, construction, engineering machinery, mining, and biomedical engineering, etc., due to its various advantages, although the process has few limitations.
Advantages:
(i) WJM process eliminates thermal damage on the machined surface as no heat is produced during machining. There is no heat affected zone at the cutting edge which eliminates the inherent problems of thermal cutting process such as Plasma beam cutting, Laser Beam Cutting and Gas Cutting, etc.
(ii) Because of cooling effect, water jet can be used in water jet assisted hybrid machining processes.
(iii) WJM process eliminates tool related problems such as tool wear, tool fabrications, etc.
(iv) Water jet is flexible to utilize at different angles for various operations such as turning, drilling, milling, grooving, and cutting, etc.
(v) During WJM better surface finish is obtained and it is also used for deburring purpose.
(vi) WJM produces the cut edge with less taper compared to other cutting process by easy control of the alignment of nozzle with respect to workpiece surface.
Limitations:
(i) Equipment cost is moderately high.
(ii) For safety purpose, water treatment is required before disposal.
(iii) WJM requires efficient noise reduction system for safety considerations.
(iv) All the components of WJM are subjected to high pressure, so special attention is needed to avoid any leakage for safety purpose.
(v) Pure water jet is not suitable for hard materials. The use of abrasives mixed in water jet can cut hard materials.
APPLICATION OF WATER JET MACHINING –
WJM process has been applied successfully for different machining operations such as cutting, drilling, deburring, and wire stripping, etc. It has also been applied in the field of surface engineering such as surface treatment, cleaning, texturing, and finishing, etc.
(i) Cutting
WJM process is suitable for cutting of soft, porous, fibrous, granular materials. WJM is applied to cut corrugated asbestos sheet, fibre glass, plywood, and marble tiles, etc., without causing airborne dust pollution. Pure Water Jet cutting of food items are also done in food industry. Water jet Machining process is applied for accurate cutting of contours on fibre-reinforced plastic with negligible thermal damage. Water jet trimming of polycarbonate materials with robotic control of water jet has been performed.
(ii) Drilling
WJM process is applied for drilling operation for making a hole on bone tissue for orthopaedic surgery. During hole drilling by WJM process, both water jet and workpiece are in fixed position. Generally, water jet is kept perpendicular to the workpiece. By tilting and moving the water jet, an inclined and shaped hole can also be created on different materials. WJM process is applied for drilling on rocks and stones in coal mines. For making tunnels of large diameters, multi nozzles high pressure water jet is used along with rotary percussive rock drills. WJM process can also be applied for micro drilling operation either using mask or micro-water jet.
(iii) Deburring
As better surface finish is observed for WJM cutting, drilling, and slotting process, the WJM process is applied for removing burrs of pre-drilled holes and previously cut surfaced of ductile materials using high pressure water jet. 118 Modern machining technology the flexible water jet can be used to remove burrs from narrow opening, blind holes, and complex shaped cavities. The machining or interaction time of water jet controls the size of the burrs to be removed. Both large size and micro-sized burrs can be removed by controlling the process parameters of WJM deburring process. To augment the deburring ability, atomized water jet with induction of compressed air is utilized. Finer abrasives such as silicon carbide, alumina and glass beads mixed with water jet are used to remove burrs efficiently.
(iv) Surface engineering
WJM process has many applications in different area of surface engineering such as cleaning of unwanted coating for surface preparation, cleaning of food utensils, cleaning of rust and residues, polishing, decorative finishing and surface texturing on both metals and non-metals, etc. Water jet technology is applied for cleaning of graffiti, which is a damage form of painting, writing, or drawing on marble stones.
(v) Stripping of cable insulation
WJM process is utilized to remove the insulation material of cable without damaging the metallic core of it. The insulation thickness surrounding the cable is cut by flexible low pressure (690 to 2000 bar) water jet. The water jet rotates surrounding the cable at the required length from the edge of the cable. WJM stripping is faster than conventional thermal or mechanical stripping of cable. Single as well as stranded cable of diameter as large as 46mm can be stripped by WJM process.
ADVANCEMENTS IN WATER JET MACHINING TECHNOLOGY –
WJM has wide scope for performing various operations such as drilling, cutting, grooving, surface treatments and cleaning, etc. There are some advancements in water jet technology for improving the machining performances highlighted in the subsequent discussions.
Water jet technology can also be applied in hybrid machining process such as water jet guided laser machining for cutting carbon fibre reinforced plastics. Water jet guided laser machining is very much effective to reduce heat affected zone and improve surface integrity and machining efficiency over simply laser beam machining. The cooling effect of water jet reduces the thermal damage caused by laser.
The mechanical effect of water jet in high pressure water jet assisted machining is utilized for fragmentation of the chip in the localized area of cutting. The application of water jet reduces the cutting tool surface temperature and as a result tool life increases due to cooling effect of water jet.
Water jet Machining has wide scope of application in orthopaedic surgical treatments. Water jet drilling in bone tissue has been performed to make holes for fixing screw in bone for bone fracture and dislocation treatment. Single water jet (SWJ) as well as colliding water jets (CWJ) are used to make holes of different depth. The effect of colliding two water jets at different angles can control depth of hole on bone tissue. Using CWJ principle, the hole depth variation caused by inhomogeneity of bone materials can be reduced as compared to SWJ.
CONCLUSION –
Water Jet Machining (WJM) is a cold machining process by using high pressure water jet for various operations such as cutting, drilling, cleaning, finishing, polishing, wire striping, removal of road stripes, etc., on varieties of engineering materials. In the area of hybrid machining water jet technology is also applied. There are advancements in development of ultra-high-pressure intensifier and generation of high frequency pulsating water jet for efficient WJM system. WJM is also applied for micromachining operations using high energy fluid jet with micro-hole diameter nozzle. CNC multi axis and multi water jet machining system with robotic control of nozzle heads has been developed to enhance the productivity and flexibility of machining for wide scope of engineering applications. By using abrasives mixed in high pressure water jet, a hybrid machining process like abrasive water jet machining has increased the scope of applications for machining varieties of brittle and ductile materials.
REFERENCES –
[1] P.K. Ray, Water jet machining — a state of art, J. Inst. Eng. 63 (1) (1982) 108–111.
[2] F.J. Lavoi, Water jet machining, Mach. Des. (1973) 89–93.
[3] J.A. McGeough, Advanced Methods of Machining, Chapman and Hall, New York,
1988 ISBN: 0–4123–1970–5.
[4] P.C. Pandey, H.S. Shan, Modern Machining Processes, Tata McGraw Hill, New Delhi,
1980.
[5] H. El-Hofy, Advanced Machining Processes, Non-Traditional and Hybrid Machining
Processes, McGraw-Hill, New York, 2005, pp. 32–39.
[6] G.F. Benedict, Non-traditional Manufacturing Processes, Marcel Dekker, New York,
1987 ISBN: 0–8247–7352–7.
